返回


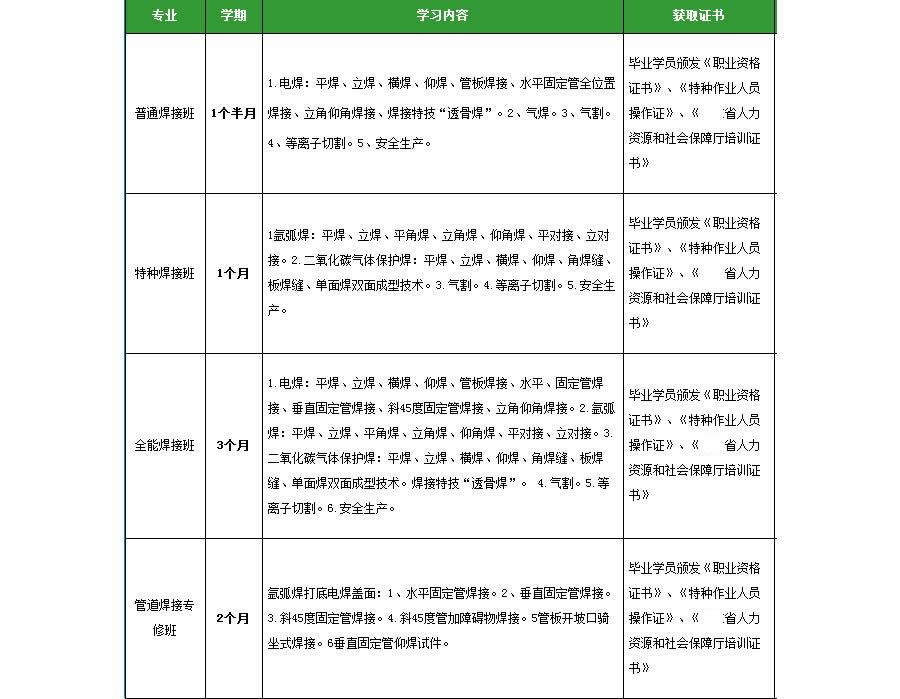
莱芜管道电焊工培训班
采用钨极氩弧焊焊接管道第一层(即打底焊),然后用焊条电弧焊盖面的方法,对提高管道焊接质量有明显的效果,尤其是对高、中合金钢管道及不锈钢管道的焊接更为显著。
氩弧焊打底要求直流正接,采用小规范,电流不超过150A。为了保护内壁金属在高温时不被氧化,在对高合金钢管道打底焊时,管内要充氩气保护,而对于中、低合金钢管道,管内部充氩气保护也能满足要求。


氩弧焊打底的坡口组对有两种情况:一种是坡口留有间隙,焊接过程中全部填丝,坡口组对加工简单,焊接质量可靠,但对焊工技术水平要求较高;另一种是坡口组对不留间隙,基本上不填丝,遇到局部地方有间隙或焊穿时才填丝,其优点是焊接速度快,操作简单,但对坡口组对加工要求很高,同时金属熔化部分较薄,容易产生裂纹。生产中,普遍采用第一种方法,效果较好。
(1)焊前准备。壁厚<2mm的薄壁管一般不开坡口,不留间隙,加焊丝一次焊完。锅炉受热面的薄壁管一般要采用V形坡口,大直径的厚壁管(如给水管道、蒸汽管道等)采用U形或X形坡口。坡口两侧及管壁内外要求无锈斑和油污等。
产生气孔的原因有以下三方面:





