返回


菏泽电焊培训班招生报名:
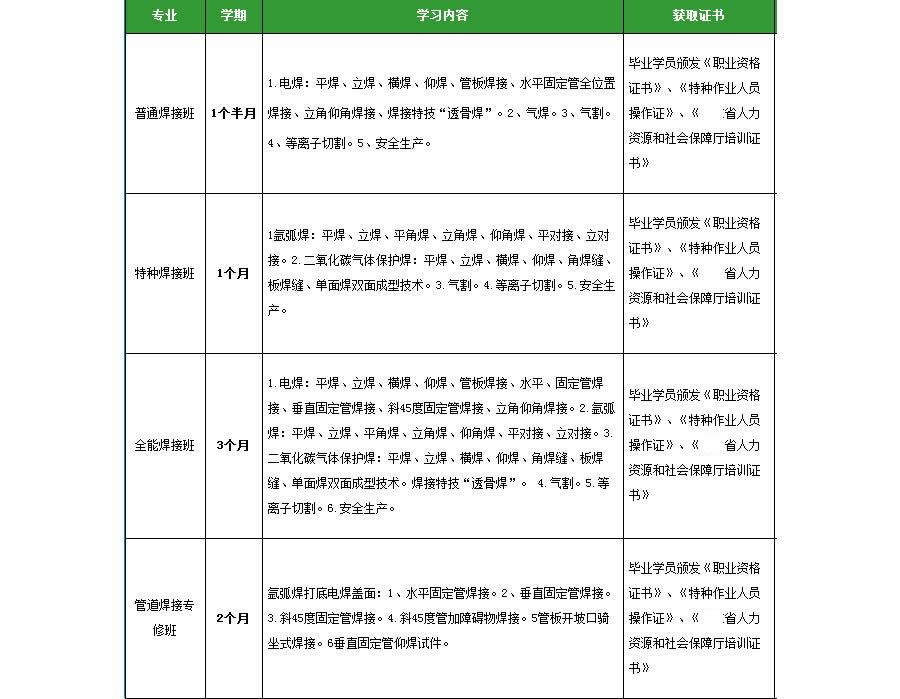
| 全能焊接班: | ||||
| 学期 | 1-2个月 | |||
| 学习内容 | 1.手工电焊:断弧、连弧、 平焊、立焊、平角焊、立角焊、横焊、仰焊、管板对接、管管全位置对接等全套焊接技术。2.氩弧焊:断弧、连弧、平焊、立焊、平角焊、立角焊等全位置焊接。 3.二气化炭气体保护焊:断弧、连弧、平角焊、立角焊等全位置焊接。4.气焊、气割、空气等离子切割、半自动切割等操作。 | |||


焊缝形式及形状尺寸
(一)焊缝形式
焊缝按不同分类方法可分为下列几种形式:
(1)根据GB/T 3375—94的规定,按焊缝结合形式,分为对接焊缝、角焊缝、塞焊缝、槽焊缝和端接焊缝五种:
1)对接缝:在焊件的坡口面间或一零件的坡口面与另一零件表面间焊接的焊缝。
2)角焊缝:沿两直交或近直交零件的交线所焊接的焊缝。
3)端接焊缝:构成端接接头所形成的焊缝。
4)塞焊缝:两零件相叠,其中一块开圆孔,在圆孔中焊接两板所形成的焊缝,只在孔内焊角焊缝者不称塞焊。
5)槽焊缝:两板相叠,其中一块开长孔,在长孔中焊接两板的焊缝,只焊角焊缝者不称槽焊。
(2)按施焊时焊缝在空间所处位置分为平焊缝、立焊缝、横焊缝及仰焊缝四种形式。
(3)按焊缝断续情况分为连续焊缝和断续焊缝两种形式。
需要; ○3稳定组织,使工件在使用过程中不发生组织转变,从而保证工件的形状和尺寸不变,保证工件的精度。
一、手工电弧焊的工艺特点 1、 优点 (1) 工艺灵活、适应性强 适用于碳钢、低合金钢、耐热负、低温钢和不锈钢等各种材料的平、立、 横、仰各种位置以及不同厚度、结构形状的焊接。 (2) 质量好 与气焊及埋弧焊相比,金相组织细,热影响区小,接头性能好。 (3) 易于通过工艺调整(如对称焊等)来控制变形和改善应力。 (4) 设备简单,操作简单。 2、 缺点 (1) 对焊工要求高,焊工的操作技术和经验直接影响产品质量的好坏。 (2) 劳动条件差 焊工在工作时必须手脑并用,精神高度集中,而且还要受到高温烘烤,有毒、烟、尘和金属蒸气的危害。 (3) 生产率低 受焊工体质的影响,焊接工艺参数选择较小,帮生产率低。





